



Yn ystod y blynyddoedd diwethaf, mae glanhau laser wedi dod yn un o'r mannau ymchwil mwyaf poblogaidd ym maes gweithgynhyrchu diwydiannol, mae'r ymchwil yn cwmpasu'r broses, y theori, yr offer a'r cymwysiadau. Mewn cymwysiadau diwydiannol, mae technoleg glanhau laser wedi gallu glanhau nifer fawr o wahanol arwynebau swbstrad yn ddibynadwy, gan lanhau gwrthrychau gan gynnwys dur, alwminiwm, titaniwm, gwydr a deunyddiau cyfansawdd, ac ati, gan gynnwys diwydiannau cymwysiadau sy'n cynnwys awyrofod, awyrenneg, llongau, rheilffyrdd cyflym, modurol, llwydni, pŵer niwclear a morol a meysydd eraill.
Mae gan dechnoleg glanhau laser, sy'n dyddio'n ôl i'r 1960au, fanteision effaith glanhau dda, ystod eang o gymwysiadau, cywirdeb uchel, di-gyswllt a hygyrchedd. Mewn gweithgynhyrchu diwydiannol, cynhyrchu a chynnal a chadw a meysydd eraill mae ganddi ystod eang o ragolygon cymwysiadau, disgwylir iddi ddisodli'r dulliau glanhau traddodiadol yn rhannol neu'n llwyr, a dod yn dechnoleg glanhau werdd fwyaf addawol yn yr 21ain ganrif.




Dull glanhau laser
Mae'r broses glanhau â laser yn gymhleth iawn, gan gynnwys amrywiaeth o fecanweithiau tynnu deunydd. Ar gyfer dull glanhau â laser, gall y broses lanhau fodoli ar yr un pryd ag amrywiaeth o fecanweithiau, sy'n bennaf oherwydd y rhyngweithio rhwng y laser a'r deunydd, gan gynnwys abladiad wyneb y deunydd, dadelfennu, ïoneiddio, diraddio, toddi, hylosgi, anweddu, dirgryniad, chwistrellu, ehangu, crebachu, ffrwydro, pilio, colli deunydd a newidiadau ffisegol a chemegol eraill.
Ar hyn o bryd, y dulliau glanhau laser nodweddiadol yw tri yn bennaf: glanhau abladiad laser, glanhau laser â chymorth ffilm hylif a dulliau glanhau tonnau sioc laser.
Dull glanhau abladiad laser
Y prif fecanweithiau methodolegol yw ehangu thermol, anweddu, abladiad a ffrwydrad cyfnod. Mae'r laser yn gweithredu'n uniongyrchol ar y deunydd i'w dynnu oddi ar wyneb y swbstrad a gall yr amodau amgylchynol fod yn aer, nwy prin neu wactod. Mae'r amodau gweithredu yn syml ac yn cael eu defnyddio fwyaf eang i gael gwared ar amrywiaeth o haenau, paent, gronynnau neu faw. Mae'r diagram isod yn dangos y diagram proses ar gyfer y dull glanhau abladiad laser.
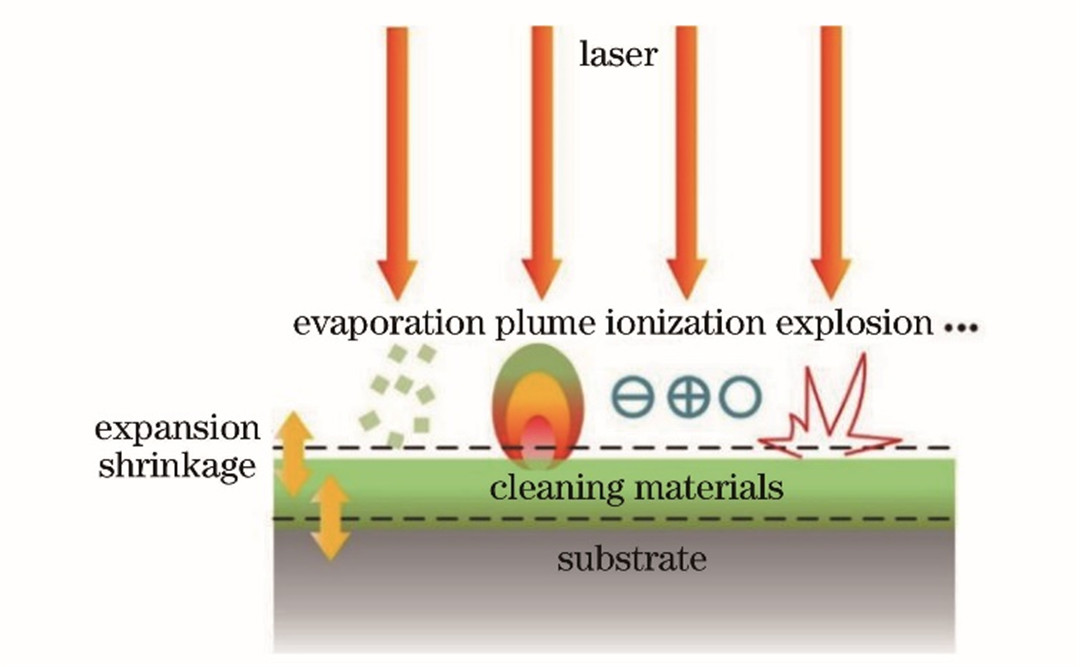
Pan fydd y laser yn effeithio ar wyneb y deunydd, y swbstrad a'r deunyddiau glanhau yw'r ehangu thermol cyntaf. Gyda chynnydd yn amser rhyngweithio'r laser â'r deunydd glanhau, os yw'r tymheredd yn is na throthwy ceudod y deunydd glanhau, dim ond newid ffisegol y broses o'r deunydd glanhau sy'n digwydd, ac mae'r gwahaniaeth rhwng y deunydd glanhau a chyfernod ehangu thermol y swbstrad yn arwain at bwysau ar y rhyngwyneb, gan bwclo'r deunydd glanhau, rhwygo oddi ar wyneb y swbstrad, cracio, torri'n fecanyddol, malu dirgryniad, ac ati, a chaiff y deunydd glanhau ei dynnu trwy jet neu ei dynnu oddi ar wyneb y swbstrad.
Os yw'r tymheredd yn uwch na thymheredd trothwy nwyeiddio'r deunydd glanhau, bydd dau sefyllfa: 1) mae trothwy abladiad y deunydd glanhau yn llai na'r swbstrad; 2) mae trothwy abladiad y deunydd glanhau yn fwy na'r swbstrad.
Y ddau achos hyn o ddeunyddiau glanhau yw toddi, ceudod ac abladiad a newidiadau ffisegemegol eraill, mae mecanwaith glanhau yn fwy cymhleth, yn ogystal ag effeithiau thermol, ond gall hefyd gynnwys torri bondiau moleciwlaidd rhwng deunyddiau glanhau a swbstradau, dadelfennu neu ddiraddio deunyddiau glanhau, ffrwydrad cyfnod, nwyeiddio deunyddiau glanhau ïoneiddio ar unwaith, a chynhyrchu plasma.
(1)Glanhau laser â chymorth ffilm hylif
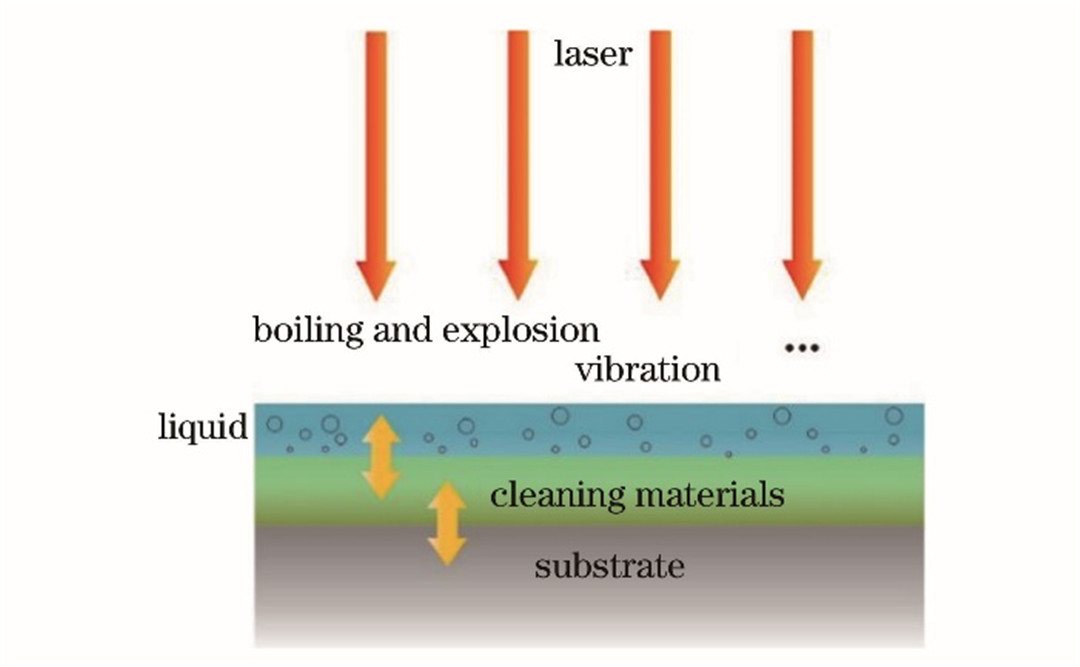
Mae mecanwaith y dull yn cynnwys anweddiad berwedig ffilm hylif a dirgryniad, ac ati. Mae'r angen i ddewis y donfedd laser briodol, er mwyn gwneud iawn am y diffyg pwysau effaith yn y broses glanhau abladiad laser, yn gallu cael gwared ar rai o'r gwrthrychau glanhau sy'n anoddach eu tynnu.
Fel y dangosir yn y ffigur isod, mae'r ffilm hylif (dŵr, ethanol neu hylifau eraill) wedi'i gorchuddio ymlaen llaw ag wyneb y gwrthrych glanhau, ac yna'n cael ei belydru gan y laser. Mae'r ffilm hylif yn amsugno ynni'r laser gan arwain at ffrwydrad cryf o'r cyfrwng hylif, sy'n symud yn gyflym iawn gan yr hylif berwedig, ac yn trosglwyddo'r ynni i'r deunyddiau glanhau ar yr wyneb. Mae grym ffrwydrol dros dro uchel yn ddigonol i gael gwared ar y baw ar yr wyneb er mwyn cyflawni dibenion glanhau.
Mae gan y dull glanhau laser â chymorth ffilm hylif ddau anfantais.
Proses anodd ac anodd rheoli'r broses.
Oherwydd y defnydd o ffilm hylif, mae cyfansoddiad cemegol wyneb y swbstrad ar ôl ei lanhau yn hawdd i newid a chynhyrchu sylweddau newydd.
(1)Dull glanhau math tonnau sioc laser
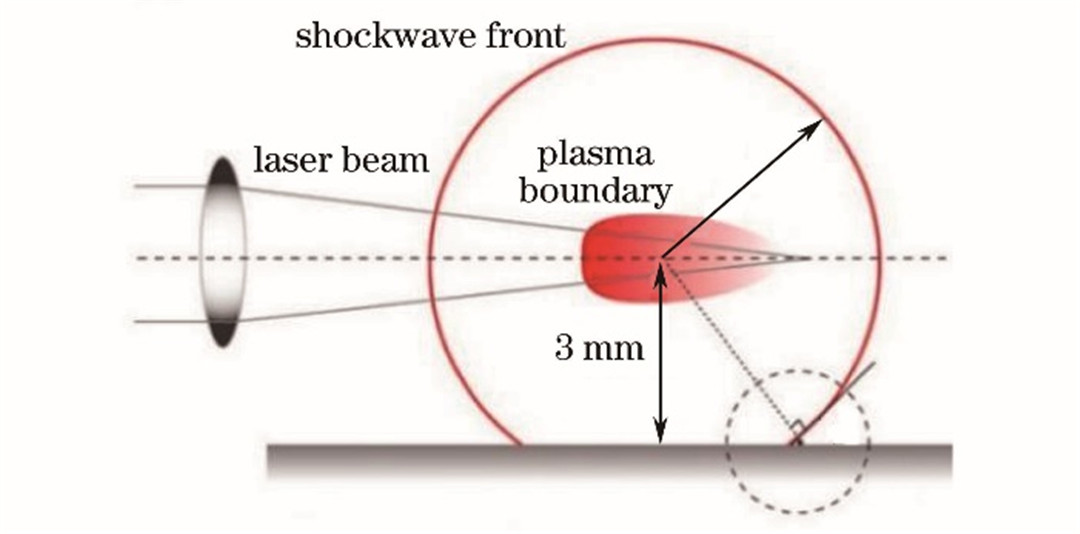
Mae dull a mecanwaith y broses yn wahanol iawn i'r ddau gyntaf, y mecanwaith yn bennaf yw tynnu grym tonnau sioc, gronynnau yw'r rhan fwyaf o'r gwrthrychau glanhau, yn bennaf ar gyfer tynnu gronynnau (is-micron neu nanosgâl). Mae gofynion y broses yn llym iawn, er mwyn sicrhau bod yr aer yn gallu ïoneiddio, ond hefyd i gynnal pellter addas rhwng y laser a'r swbstrad i sicrhau bod y grym effaith ar y gronynnau yn ddigon mawr.
Dangosir diagram sgematig proses glanhau tonnau sioc laser isod, mae'r laser yn gyfochrog â chyfeiriad saethu wyneb y swbstrad, ac nid yw'r swbstrad yn dod i gysylltiad. Symudwch y darn gwaith neu ben y laser i addasu ffocws y laser i'r gronyn ger allbwn y laser, bydd ffenomen ïoneiddio aer yn digwydd yng nghanol y pwynt ffocws, gan arwain at donnau sioc, ehangu sfferig cyflym y tonnau sioc, ac ymestyn i gysylltiad â'r gronynnau. Pan fydd moment cydran draws y don sioc ar y gronyn yn fwy na moment cydran hydredol a grym adlyniad y gronyn, bydd y gronyn yn cael ei dynnu trwy rolio.
Technoleg glanhau laser
Mae mecanwaith glanhau laser yn seiliedig yn bennaf ar amsugno ynni laser wyneb y gwrthrych, neu anweddu ac anweddu, neu ehangu thermol ar unwaith i oresgyn amsugno gronynnau ar yr wyneb, fel bod y gwrthrych yn cael ei dynnu oddi ar yr wyneb, ac yna'n cyflawni'r pwrpas o lanhau.
Wedi'i grynhoi'n fras fel: 1. dadelfennu anwedd laser, 2. stripio laser, 3. ehangu thermol gronynnau baw, 4. dirgryniad wyneb y swbstrad a dirgryniad gronynnau pedwar agwedd



O'i gymharu â'r broses lanhau draddodiadol, mae gan dechnoleg glanhau laser y nodweddion canlynol.
1. Mae'n lanhau "sych", dim toddiant glanhau na thoddiannau cemegol eraill, ac mae'r glendid yn llawer uwch na'r broses glanhau cemegol.
2. Mae cwmpas tynnu baw a'r ystod swbstrad berthnasol yn eang iawn, a
3. Trwy reoleiddio paramedrau'r broses laser, ni all niweidio wyneb y swbstrad ar sail tynnu halogion yn effeithiol, a yw'r wyneb cystal â newydd.
4. Gellir glanhau laser yn hawdd ei awtomeiddio.
5. Gellir defnyddio offer dadhalogi laser am amser hir, costau gweithredu isel.
6. Mae technoleg glanhau laser yn: wyrdd: proses lanhau, dileu gwastraff yn bowdr solet, maint bach, hawdd ei storio, yn y bôn ni fydd yn llygru'r amgylchedd.




Yn y 1980au, fe wnaeth datblygiad cyflym y diwydiant lled-ddargludyddion ar dechnoleg glanhau gronynnau halogiad ar wyneb masgiau wafer silicon gyflwyno gofynion uwch. Y pwynt allweddol yw goresgyn grym amsugno mawr rhwng halogiad micro-ronynnau a'r swbstrad. Nid yw'r dulliau glanhau cemegol traddodiadol, glanhau mecanyddol na glanhau uwchsonig yn gallu bodloni'r galw, a gall glanhau laser ddatrys problemau llygredd o'r fath. Mae ymchwil a chymwysiadau cysylltiedig wedi datblygu'n gyflym.
Ym 1987, ymddangosodd y cais patent cyntaf ar lanhau laser. Yn y 1990au, llwyddodd Zapka i gymhwyso technoleg glanhau laser i'r broses weithgynhyrchu lled-ddargludyddion i gael gwared ar ficro-ronynnau o wyneb y mwgwd, gan wireddu cymhwysiad cynnar technoleg glanhau laser yn y maes diwydiannol. Ym 1995, defnyddiodd ymchwilwyr laser TEA-CO2 2 kW i lwyddo i lanhau a chael gwared ar baent ffiselaj awyrennau.
Ar ôl mynd i mewn i'r 21ain ganrif, gyda datblygiad cyflym laserau pwls ultra-fer, cynyddodd ymchwil a chymhwyso technoleg glanhau laser yn ddomestig a thramor yn raddol, gan ganolbwyntio ar wyneb deunyddiau metel. Ymhlith y cymwysiadau tramor nodweddiadol mae tynnu paent ffiselaj awyrennau, dadfrasteru wyneb llwydni, tynnu carbon mewnol injan a glanhau wynebau cymalau cyn weldio. Glanhaodd Sefydliad Weldio Edison yr Unol Daleithiau awyrennau rhyfel FG16 â laser, pan oedd pŵer laser o 1 kW, cyfaint glanhau o 2.36 cm3 y funud.
Mae'n werth nodi bod ymchwil a chymhwyso tynnu paent laser o rannau cyfansawdd uwch hefyd yn fan poeth iawn. Mae llafnau propelor hofrennydd HG53 Llynges yr Unol Daleithiau a chynffon fflat awyrennau ymladd F16 wedi cael eu gwireddu fel cymwysiadau tynnu paent laser, tra bod cymwysiadau deunyddiau cyfansawdd Tsieina mewn awyrennau yn hwyr, felly mae ymchwil o'r fath yn y bôn yn wag.
Yn ogystal, mae defnyddio technoleg glanhau laser i drin wyneb cyfansawdd CFRP y cymal cyn gludo i wella cryfder y cymal hefyd yn un o ffocws ymchwil cyfredol. Mae cwmni addasu laser i linell gynhyrchu ceir Audi TT i ddarparu offer glanhau laser ffibr i lanhau wyneb ffilm ocsid ffrâm drws aloi alwminiwm ysgafn. Defnyddiodd Rolls G Royce UK lanhau laser i lanhau ffilm ocsid ar wyneb cydrannau injan awyrennau titaniwm.



Mae technoleg glanhau laser wedi datblygu'n gyflym yn ystod y ddwy flynedd ddiwethaf, boed yn baramedrau'r broses glanhau laser a'r mecanwaith glanhau, ymchwil i wrthrychau glanhau neu gymhwyso ymchwil, mae wedi gwneud cynnydd mawr. Ar ôl llawer o ymchwil ddamcaniaethol, mae ffocws ei hymchwil yn gyson yn tueddu tuag at gymhwyso ymchwil, ac wrth gymhwyso canlyniadau addawol. Yn y dyfodol, bydd technoleg glanhau laser wrth amddiffyn creiriau diwylliannol a gweithiau celf yn cael ei defnyddio'n fwy eang, ac mae ei marchnad yn eang iawn. Gyda datblygiad gwyddoniaeth a thechnoleg, mae cymhwyso technoleg glanhau laser mewn diwydiant yn dod yn realiti, ac mae cwmpas y cymhwysiad yn dod yn fwyfwy helaeth.



Mae cwmni awtomeiddio laser Maven wedi canolbwyntio ar y diwydiant laser ers 14 mlynedd, rydym yn arbenigo mewn marcio laser, mae gennym beiriant glanhau laser cabinet peiriant, peiriant glanhau laser cas troli, peiriant glanhau laser cefn a pheiriant glanhau laser tri mewn un, yn ogystal, mae gennym hefyd beiriant weldio laser, peiriant torri laser a pheiriant ysgythru marcio laser, os oes gennych ddiddordeb yn ein peiriant, gallwch ein dilyn a theimlo'n rhydd i gysylltu â ni.

Amser postio: Tach-14-2022











